加入收藏
|
联系我们
|
网站首页
|
关于康晖
公司简介
公司领导
组织构架
资质荣誉
|
新闻中心
公司动态
行业资讯
地铁要闻
|
企业文化
企业理念
文化活动
员工风采
|
产品系列
预制构件
流态固化土
建筑材料
其他产品
|
人力资源
招聘信息
人才战略
|
联系我们
公司地址
留言反馈
采购合作
|
公司动态
行业资讯
地铁要闻
联系我们
公司地址:郑州市西南四环马寨经济技术开发区西侧
电话:0371-67172386
邮箱:hnkhgp@163.com
网址:www.hnkanghui.com
您现在的位置:
首页
-
新闻中心
-
行业资讯
行业资讯
地铁管片生产质量控制
文章来源:河南康晖 发布时间:2015-06-18 17:12:14
前言
盾构隧道一般采用混凝土管片衬砌作为永久支护结构,作为永久支护的管片制造技术,是地铁隧道建设的关键技术之一。地铁管片作为一种混凝土预制衬砌,在隧道开挖过程中,主要起到支撑和防水作用。
管片生产工艺复杂,流程多,求要精度高;而目前的管片生产中普遍存在粗旷,生产质量低下,管片损伤量大的问题;本文就上述矛盾,从管片生产的流程入手,以提高生产质量和生产效率为目的,提出对地铁管片生产质量控制的一些建议。
管片预制生产工艺技术主要包括混凝土配制、钢筋骨架及其成型技术、振捣成型,管片脱模、混凝土养护及反转运输技术等。
河南管片 郑州管片 河南康晖管片 地铁管片 盾构管片
河南管片 郑州管片 河南康晖管片 地铁管片 盾构河南
一、混凝土配制
混凝土配制技术是管片制作关键技术之一。管片混凝土具有高强度、高抗渗要求;同时由于施工需要,它又要求低流动性、早期强度高等特点;同时预制施工可能经历冬夏。选择合理的混凝土配制方案对保证混凝土良好的工作性能,结构强度,防止结构有害裂纹的产生,提高混凝土的抗渗性有着重要的意义。
针对以上要求,结合国内外相关工程盾构管片混凝土的施工经验和相关领域的领先技术,混凝土的配制采用优质、早强、低热水泥,水泥等级不低于42.5 级;级配良好的粗,细集料;优质粉煤灰(矿粉);缓凝型高效减水剂;抗渗剂等组份;配制时考虑低水灰比,小坍落度控制;同时,根据季节特征配制不同性质混凝土。
根据国内外的施工经验,用于盾构管片的高性能混凝土应满足如下基本要求:
⑴水胶比不大于0.35,混凝土坍落度小于60mm 易于浇注和振捣;
⑵抗压强度等级大于C50;
⑶为满足12小时模具周转,要求混凝土浇注后10 小时即达脱模强度,20MPa以上;
⑷具有高抗渗性,抗渗等级大于S8 直至S12。
河南管片 郑州管片 河南康晖管片 地铁管片 盾构管片
河南管片 郑州管
二.钢筋笼制作
钢筋笼制作主要把握好钢筋原材进厂,下料,焊接等几个方面。
2.1钢筋的采购
(1)根据采购程序对钢筋供应商给予严格评审,选择信誉好、质量优、价格合理的钢筋供应商,并提交工程师审核认可后,再正式确定供应商。
(2)每批钢筋进厂要有该批钢筋的质量保证书,且必须是相同钢筋等级、相同直径,相同铸造号码、相同批号。
(3)钢筋原材料复试检测频率以每20t为一个单位,样本从不同批、按检验要求取相应的尺寸和数量,按国家规定项目和要求进行测试。
(4)测试单位由业主指定的有资质的第三方进行测试。并出有效的测试报告。经监理工程师确认后,该批钢筋挂牌标识进入待用状态。
2.2钢筋笼的加工
(1)钢筋除锈:采用室温钢筋喷砂设备对使用的钢筋进行除锈处理。
(2)焊接程序:1按照先成型钢筋小粱后成型整体骨架的顺序完成管片钢筋骨架制作。2为保证钢筋小粱的成型精确度,防止焊接过程中的钢筋变形,设计并制作了专用胎具,胎具上设箍筋定位卡槽,卡槽位置根据设计位置预先确定,胎具弧型顶线设定位挡板以保证成型钢筋弧度一致、保证线头整齐,从而保证钢筋小粱尺寸误差符合要求。3骨架整体成型的胎具上设置弯螺栓孔位置、骨架宽度和骨架长度定位点,采用跳点法焊接工艺一次成型;
(3)焊接要点:1钢筋除锈后,将锻制好的钢筋焊接成网,并在钢筋弯制设备上焊接组装成管片钢筋笼。2钢筋笼采用二氧化碳气体保护焊。焊点不得有损伤主筋的现象。除节点外,任何钢筋的长度方向均不得采用焊接。3钢筋笼应按先成片,后成笼的生产顺序流水作业。钢筋笼网片圆弧方向的定位精度控制在1mm以内;焊接台的限位控制板严格按钢模板尺寸制作;钢筋笼的整体制作精度控制在2mm以内,整个生产过程中,钢筋笼不得占有任何油渍。
三、混凝土的搅拌及振捣成型技术
混凝土的搅拌国内外基本均采用微电脑控制,电子计量,强制式搅拌生产的技术。混凝土的振捣成型技术,目前国内外基本有两种方式:整体成型技术和人工振捣成型技术。
河南管片 郑州管片 河南康晖管片 地铁管片 盾构管片
河南管片
3.1 振捣成型
(1)入模温度测量
在混凝土浇筑前对入模温度进行测量(由专职人员进行,并做好相关的记录):混凝土入模温度不得低于5
.
(2) 混凝土的浇筑
a.测量后应尽快浇筑,减少热量损失。
b.每个模具分三层下料,每层之间隔40秒左右,保证管片的密实度、减少气泡、砂眼等外观缺陷。
c.做好浇筑前的各种应急措施。
3.2 收面
管片混凝土浇注完成后,在上表面要进行精心的收面光面工作,使成型后的管片外表面光滑,平整,密实:
⑴粗光面:使用刮尺将模具内多余的混凝土刮去(多刮少补)并磨平。
⑵中光面:在混凝土收水后,利用抹刀将混凝土表面抹平,压光。
⑶精光面:在混凝土初凝时,使用长匙精工抹面,力求表面平滑,无收面匙印。
四、混凝土的养护技术
由于管片的生产必须适应盾构快速掘进衬砌的要求,因此要求生产的混凝土管片快速达到脱模强度和尽快达到设计强度。这样混凝土的养护技术就显得十分关键,同时混凝土的养护技术对混凝土凝结硬化过程中防止有害裂缝发生提高管片抗渗性方面也十分关键。为保证混凝土早期强度快速提高,满足加快模具周转频率的要求,同时为防止混凝土凝结硬化过程中产生有害裂纹,合理选择混凝土的养生工艺由为重要。国内外大量工程实践表明静养,蒸养,湿养相结合的混凝土养护工艺,对提高混凝土早期强度,加快模具脱模周期,提高模具使用率,有效防止混凝土凝结硬化过程中自缩,干缩,温度裂纹,提高混凝土抗渗性能有十分重要的意义。在混凝土的养护技术上,有关研究成果是十分丰富的。
4.1 养护时间及温度控制
一般而言, 混凝土管片养护可分为脱模前养护和脱模后养护。脱模前养护有的采取自然养护方式,有的则采取蒸汽养护方式,后者的优点是能加快钢模的周转速度,但必须对蒸养最高温度、内外温差、升温和降温梯度给以严格控制。
目前国内管片生产的经验表明,蒸养时间以控制在8∽10 小时为宜,恒温阶段最高温度不宜超过60℃,内外温差宜小于20℃,升温和降温梯度宜小于20℃/h。脱模后的养护常见有喷淋养护和蓄水养护,养护周期为7 天。
4.2 在地质特性、管片配筋、混凝土配合比和施工参数相类同的情况下,当总推力达到12000-15000kN 时,喷淋养护的部分管片开始出现裂缝,而蓄水养护的管片则是完好无损,后者甚至在28000 kN 时仍未发现裂缝。上述的实例表明,国内目前水泥含量大,多超过400kg/m3 的C50 混凝土管片,似乎只有通过7 天以上的蓄水养护,水化作用才进行得充分,才能增强混凝土的密实度,从而更有效地从源头防止开裂。
4.3 养护工艺
关于管片混凝土的养护技术一般的做法是:采用静养,蒸养,湿养相结合的混凝土养护工艺:
⑴ 静养:混凝土浇注成型后,置于自然环境中2~4h 自然养护。
⑵ 蒸养:静养结束后,盖上养护罩,开始缓慢均匀通入蒸汽升温,通过专用的温度测量计不定时测量升温情况和温度值,作好详细的养护记录,保证温升不超过15~20℃/h,最高温度不超过60℃;当罩内温度均匀升高到50℃~60℃时,恒温养护3~4h。再均匀缓慢降温,温降速度不超过20℃/h。与外界同温后即可拆去养护罩。
⑶ 湿养:通过蒸养的管片,强度均可达到拆模起吊的要求。将管片起吊放入养护水池中,养护约7 天后混凝土在强度的发展和有害裂缝防止方面均可达到满意的程度,即可吊放到堆场堆存,以备安装使用。
在蒸养技术的发展上,以往一般都是靠人工操作来完成。由于普通仪表精度低,手动开关阀门不精确,依靠人工测温、帆布覆盖、大养护池的养护方法温度控制误差较大,盾构管片的高质量要求很难保证。因此开发计算机自动控制蒸养系统是十分必要的。随着蒸养技术研究的不断深入,目前在这些方面均有较大的改进, 蒸养技术的发展日趋成熟。
五. 管片脱模吊运技术
蒸养结束混凝土达到足够的强度(脱模强度由实验室测定)后,即可拆除管片的模具。
5.1 拆模时应注意以下几点:
①拆模前应清除干净混凝土残积物,且整个清除过程及拆模过程中均不得有锤打、敲击等野蛮操作行为。
②拆模顺序为:先拆卸系杆螺栓,再拆卸旁模与底模固定螺栓,后拆卸侧模与端模连接螺栓,顺序依次拆除盖模,旁模,端模 。所有螺栓及模板拆下后,均必须清抹干净,涂刷养护油或养护剂并在指定位置堆放整齐。
③脱底模时,为防止起吊时管片产生有害裂缝,脱模吊具选用4 个真空吸盘吸附管片上表面。由于管片最大单片重约11t,因此每个吸盘的吸附力应不小于5t。
5.2 缺陷的修复
① 管片表面一般的缺陷(水泡,气泡),在征得监理工程师的同意后,方可进行修补。
修补时 ,先用海棉蘸浆涂沫,再用修补剂填补,用灰匙抹平。
② 对于深度>2mm,直径>3mm 的缺陷,采用二次填补方式,一次填补的材料干缩后,再二次填补抹平。
③ 管片修补剂采用丁二烯和苯乙烯共聚物乳液与水泥混物搅拌成粘结水泥浆,其与瞬凝水泥共同制成管片修补剂。施工前使基面潮湿,水泥浆施工厚度不超过2mm,然后再将瞬凝水泥涂于水泥浆上即可。(乳液属性可参照以下:比重1.01,PH 值10.5,无毒,乳液与水泥按1:2 重量比拌至均质,粘稠状态。)
5.3 管片吊运
从郑州地铁的管片生产状况来看转运,转运过程中对管片的损伤极大,特别是对外观质量造成了很大的缺陷,主要为缺棱少角,嵌缝槽破损,外表面掉皮等外观缺陷。经分析,主要原因为在管片转运过程中吊装方法不当,吊钩、叉车撞击损伤。
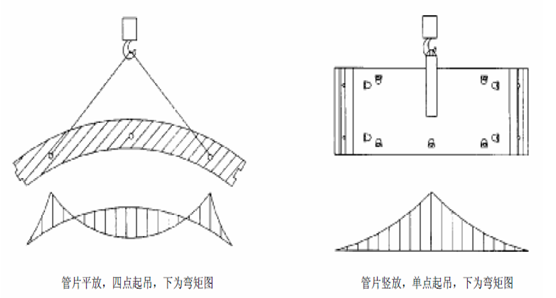
不适当的起吊方法会引起早期强度偏低的管片开裂。图5-1所示为河南康辉管片厂采用的管片起吊方式。每块管片(标准块)近四吨重,由受力分析可知吊点处有相当大的应力集中,单点起吊应力集中尤为严重,再加上手孔、吊装孔处钢筋密集,混凝土可能不密实。抗渗试验也显示,吊装孔处的裂纹要比手孔处的多而密。
图5-1 管片起吊受力示意图
在管片起吊技术的改进上,目前欧洲采用真空吸盘脱模技术,我国部分管片生产厂家也运用了此技术。在我国管片的脱模起吊技术也采用多点吊,使用软吊带的较多, 这可在一定程度上降低应力集中,对吊装裂缝的预防效果十分好。该技术具有以下优点:
① 当混凝土强度达到C18(约为设计强度的36%)时,即可脱模;
②操作简单、迅速、劳动强度低;
③利用真空吸附管片,对管片无损伤;
④真空吸盘面积大,可防止脱模起吊过程中管片的摆动.避免管片与模具的磕碰而造成管片掉角、掉块等现象。
七.结论
从管片生产工序上来看,加强原材料的控制是管片质量的源头;在生产过程中对各个步骤的严要求是管片质量的灵魂;而新技术、新工艺的不断引进和创新是管片质量提高的动力,只有这样,管片生产才会向着高质量、高科技、高效率的方向迈进。
参考文献:
[1] 盾构掘进隧道工程施工及验收规范
[2] 地下铁道工程施工及验收规范GB50299-1999
友情链接:
<郑州轨道
郑州市建投
中国中铁
中国铁建
Copyright 2013, 河南康晖水泥制品有限公司 豫
ICP备16026738号-1
豫公网安备 41018202000205号